
- 257
- 产品价格:面议
- 发货地址:湖南长沙天心区 包装说明:不限
- 产品数量:9999.00 千克产品规格:不限
- 信息编号:225891550公司编号:8704851
- 徐智艺 经理 微信 18163731172
- 进入店铺 在线留言 QQ咨询 在线询价
昆明表带焊膏气氛保护焊 镍基焊膏
- 相关产品:
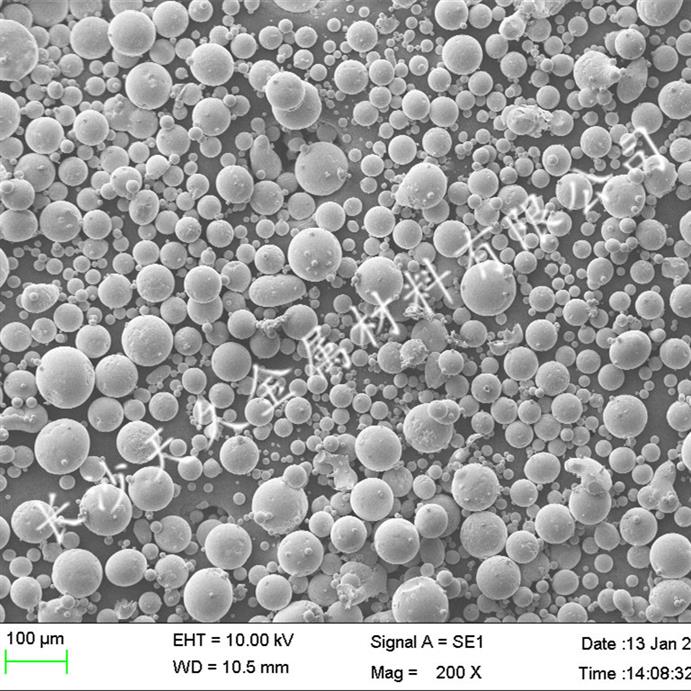
固液相:888-888℃钎焊温度:927-1093℃粒度:-200目外观性状:灰色膏状适合钎焊工艺:网带炉/真空炉/隧道炉等粘结剂:水性/油性稀释剂:油性稀释剂牌号:tijo-3#
焊剂是焊膏载体的主要成分之一。焊膏可以利用3种不同类型的焊剂,即R焊剂(树脂焊剂),RMA焊剂(适度活化的树脂焊剂)和RA焊剂(完全活化的树脂焊剂)。适度活化的树脂焊剂和完全活化的树脂焊剂中的活化剂可去除金属表面的氧化物和其他表面的污物,促使熔化焊料浸润到表面贴装的焊盘和元器件端接头或引脚上。根据表面安装印制电路板的表面清洁度及元器件的保新度选择,一般可选中等活性,必要时可选高活性或无活性级,**活性级。
焊膏的种类
焊锡通常定义为液化温度在400℃(750℉)以下的可熔合金:裸片级的(特别是倒装芯片)锡球的基本合金耐高温、铅含量高,比如Sn5/Pb95或Sn10/Pb90。共晶或临共晶合金,如Sn60/Pb40、Sn62/Pb36/Ag2和Sn63/Pb37也已成功使用。
(1)按焊料中是否含铅分类
可分为有铅焊料和无铅焊料,随着各国对环境保护的日益重视,各国正在推广无铅焊料。
(2)按合金焊料粉的熔点分类
常用的焊膏熔点为178~221℃,随着所用金属种类和组成的不同,焊膏的熔点可提高至250℃以上,也可降为150℃以下,可根据焊接所需温度的不同,选择不同熔点的焊膏。
(3)按焊剂的活性分类
参照通用液体焊剂活性的分类原则,可分为无活性(R),中等活性(RMA)和活性(RA)三个等级,根据PCB和元器件的情况及清洗工艺要求进行选择。
(4)按焊膏的粘度分类
粘度的变化范围很大,通常为100~600Pa·s,并可达1000Pa·s以上。依据施膏工艺手段的不同进行选择。
(5)按清洗方式分类
按清洗方式分为清洗、水清洗、半水清洗和免清洗等方式。从保护环境的角度考虑,水清洗、半水清洗和免清洗是发展方向。

焊膏的组成
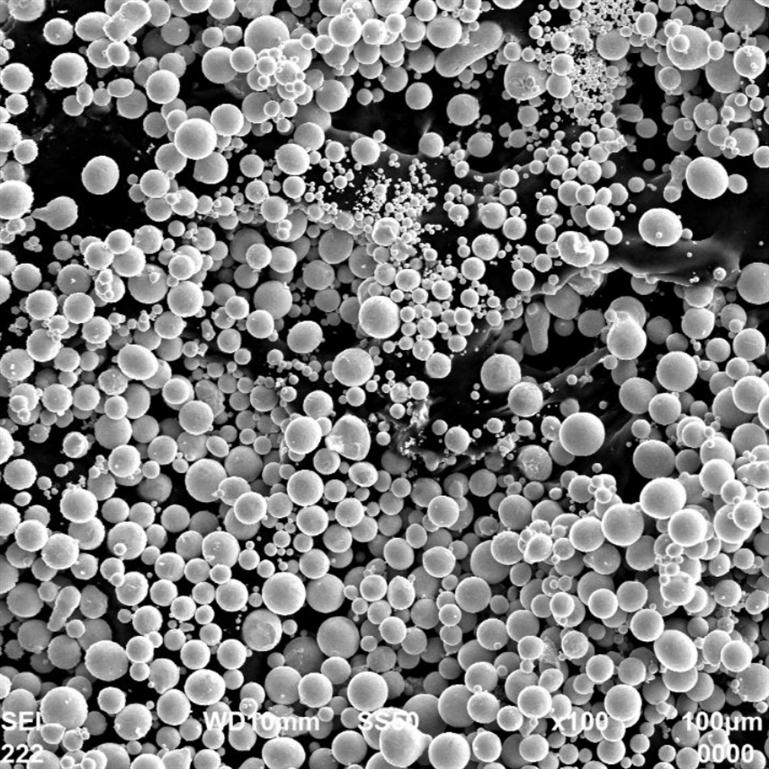
焊膏主要由合金焊料粉末和助焊剂组成、混合搅拌均匀而形成的一种膏状混合物。其中合金焊料粉占总重量的85%~90%,助焊剂占10%~15%。

常用的合金焊料粉末有铅和无铅两大类。有铅的焊料粉末有锡-铅(Sn-Pb)、锡-铅-银(Sn-Pb-Ag)、锡-铅-铋(Sn-Pb-Bi)等,其中常用的合金成分为63%Sn/37%Pb以及62%Sn/36%Pb/2%Ag;无铅的焊料粉末有锡一银(Sn-Ag)、锡-银-铜(Sn-Ag-cu)等,其中常用的合金成分为96.5%Sn/3.5%Ag以及93.6%Sn/4.7%Ag/1.7%Cu;随着环保要求的提高,无铅焊料粉末越来越被广泛使用。




{kind=link}